Galvanized Steel Hollow Section

|
Material Grade
|
Standard
|
Description
|
|---|---|---|
|
Gr.A, Gr.B, Gr.C
|
ASTM A500, ASTM A53
|
Carbon steel grades with varying tensile and yield strengths for structural use
|
|
S275J0H
|
EN10219
|
Structural steel with minimum yield strength of 275 MPa, cold-formed
|
|
S355JR
|
EN10219
|
Higher strength steel (355 MPa yield), suitable for structural applications
|
|
S355J0H
|
EN10219
|
Cold-formed structural steel with 355 MPa yield strength
|
|
S355J2H
|
EN10219
|
Enhanced toughness steel for low-temperature applications
|
|
A36
|
ASTM A36
|
Low carbon steel with good weldability and formability
|
|
SS400
|
JIS G3101
|
General-purpose structural steel, equivalent to mild steel
|
|
Q195
|
GB/T 13793-1992
|
Low carbon steel with basic strength, used in light structural applications
|
|
Q235
|
GB/T 13793-1992
|
Mild steel with moderate strength, widely used in construction
|
|
Q345
|
GB/T 13793-1992
|
High-strength low-alloy steel, equivalent to S355 grades
|
-
Gr.A, Gr.B, Gr.C (ASTM A500): These grades differ in yield strength (e.g., Gr.A: 230 MPa, Gr.B: 315 MPa, Gr.C: 345 MPa) and are used for structural tubing.
-
S275J0H, S355JR, S355J0H, S355J2H (EN10219): European grades with specified impact toughness and yield strengths, ideal for hollow sections.
-
A36: Yield strength of 250 MPa, commonly used in the U.S. for structural purposes.
-
SS400: Yield strength of 245 MPa, a Japanese standard steel with excellent ductility.
-
Q195, Q235, Q345: Chinese grades with increasing strength (Q195: 195 MPa, Q235: 235 MPa, Q345: 345 MPa).
-
ASTM A500: Specifies cold-formed welded and seamless carbon steel structural tubing.
-
ASTM A53: Covers seamless and welded steel pipes, often galvanized for corrosion resistance.
-
API 5L: Standards for line pipes, applicable to oil and gas industries.
-
BS1387: British standard for welded steel tubes, often galvanized.
-
EN39: Specifies steel tubes for scaffolding.
-
JIS 3466: Japanese standard for rectangular structural steel tubes.
-
EN10219: European standard for cold-formed welded structural hollow sections.
-
GB/T 13793-1992: Chinese standard for welded steel pipes.
-
Process Steps:
-
Surface Preparation: Steel is cleaned via degreasing, pickling (acid bath), and fluxing (zinc ammonium chloride solution) to remove rust, oil, and impurities.
-
Immersion: The cleaned steel is dipped into molten zinc, typically at 440-460°C.
-
Cooling: The coated steel is withdrawn and cooled in air or water, forming a crystalline zinc surface.
-
Inspection: Coating thickness and uniformity are checked.
-
-
Coating Thickness: Typically ranges from 40-600 g/m² (depending on standards and requirements), equivalent to 5-85 µm per side.
-
Advantages:
-
Thick, durable coating with excellent corrosion resistance.
-
Self-healing properties due to zinc’s sacrificial anodic behavior.
-
-
Disadvantages:
-
Higher cost and energy consumption.
-
Potential for uneven coating on complex shapes.
-
-
Process Steps:
-
Surface Preparation: Steel is cleaned to remove dirt, grease, and rust (e.g., sandblasting to Sa2.5 standard).
-
Application: Zinc-rich paint is applied using a spray gun, brush, or roller.
-
Curing: The coating dries at ambient temperature, forming a protective layer.
-
Inspection: Coating adhesion and thickness are verified.
-
-
Coating Thickness: Typically 20-80 µm, thinner than hot-dip galvanizing.
-
Advantages:
-
Lower cost and simpler application.
-
Suitable for on-site repairs or small components.
-
-
Disadvantages:
-
Less durable than hot-dip galvanizing.
-
No metallurgical bonding, reducing long-term corrosion resistance.
-
|
Parameter
|
Hot-Dip Galvanizing
|
Cold Galvanizing
|
|---|---|---|
|
Zinc Application
|
Molten zinc bath
|
Zinc-rich paint
|
|
Coating Thickness
|
40-600 g/m² (5-85 µm/side)
|
20-80 µm
|
|
Bonding
|
Metallurgical (zinc-iron alloy)
|
Mechanical (paint adhesion)
|
|
Corrosion Resistance
|
High
|
Moderate
|
|
Cost
|
Higher
|
Lower
|
|
Application
|
Factory-based
|
On-site or factory
|
|
Durability
|
20-50 years
|
5-15 years
|
-
Process:
-
Billet Preparation: A solid steel billet (e.g., Q235 or S355JR) is heated to 1200-1300°C.
-
Piercing: The billet is pierced using a mandrel to form a hollow tube.
-
Rolling: The tube is elongated and shaped via hot rolling.
-
Sizing: Final dimensions are achieved through cold drawing or sizing rolls.
-
-
Standards: ASTM A53, API 5L.
-
Advantages: Higher strength and no weld seam weaknesses.
-
Process:
-
Strip Preparation: Steel coils (e.g., SS400 or Q345) are slit into strips.
-
Forming: Strips are cold-formed into a round shape using rollers (ERW process) or bent into rectangular/square shapes (JIS 3466).
-
Welding: Edges are welded using high-frequency electric resistance welding (ERW) or submerged arc welding (SAW).
-
Shaping: For rectangular/square sections, the round tube is further formed into the desired shape.
-
Galvanizing: Applied post-forming (hot-dip) or pre-galvanized strips are used.
-
-
Standards: ASTM A500, EN10219, BS1387.
-
Advantages: Cost-effective and suitable for mass production.
-
Pre-Galvanized: Steel strips are galvanized before forming. Weld seams may lack zinc coating unless touched up.
-
Post-Galvanized: Entire section is galvanized after forming, ensuring uniform coating.
|
Parameter
|
Round Pipe
|
Rectangular Pipe
|
Square Pipe
|
|---|---|---|---|
|
Outer Diameter (OD)
|
12.7-609 mm
|
N/A
|
N/A
|
|
Width x Height
|
N/A
|
10×15 to 800×1200 mm
|
10×10 to 1200×1200 mm
|
|
Wall Thickness (WT)
|
0.5-60 mm
|
0.5-60 mm
|
0.5-60 mm
|
|
Length
|
0.5-26.5 m (customizable)
|
0.5-26.5 m (customizable)
|
0.5-26.5 m (customizable)
|
|
Zinc Coating
|
40-600 g/m²
|
40-600 g/m²
|
40-600 g/m²
|
|
Standards
|
ASTM A500, A53, BS1387
|
EN10219, JIS 3466
|
EN10219, JIS 3466
|
-
Tolerances:
-
OD: ±1% (ASTM A500).
-
WT: ±10% (EN10219).
-
Length: ±50 mm or as specified.
-
-
Visual Inspection:
-
Check for surface defects (cracks, dents) and zinc coating uniformity.
-
-
Coating Thickness Test:
-
Magnetic gauge or micrometer to measure zinc thickness (e.g., ASTM A123 requires 45-85 µm for structural steel).
-
-
Dimensional Check:
-
Verify OD, WT, length, and straightness using calipers, rulers, or laser systems.
-
-
Mechanical Testing:
-
Tensile test (yield strength, elongation per ASTM A500).
-
Bend test (ductility).
-
-
Corrosion Resistance:
-
Salt spray test (ASTM B117) to assess zinc coating durability.
-
-
Weld Integrity:
-
Ultrasonic testing (UT) or X-ray for welded sections.
-
|
Test
|
Standard
|
Requirement
|
|---|---|---|
|
Zinc Coating Thickness
|
ASTM A123
|
40-600 g/m² (varies by thickness)
|
|
Tensile Strength
|
ASTM A500
|
Gr.B: 315 MPa min
|
|
Yield Strength
|
EN10219
|
S355J2H: 355 MPa min
|
|
Weld Seam
|
BS1387
|
No visible cracks or porosity
|
|
Corrosion Test
|
ASTM B117
|
500-1000 hours without red rust
|
-
Raw Material Selection: Choose appropriate steel grade (e.g., Q235, S355JR).
-
Forming: Seamless or welded process to create hollow sections.
-
Galvanizing: Hot-dip or cold galvanizing applied.
-
Cutting: Pipes cut to specified lengths using saws or plasma cutters.
-
End Finishing: Plain ends, beveled (30-35°), or threaded (BS1387).
-
Surface Treatment: Optional painting or additional coatings (e.g., 3LPE).
-
Packaging: Bundled or crated for transport.
-
Applications: Water supply, gas pipelines, scaffolding (BS1387, EN39).
-
Sizes: OD 12.7-609 mm, WT 0.5-60 mm.
-
Features: High pressure resistance, easy threading.
-
Processing: Often ERW welded, then hot-dip galvanized.
-
Applications: Structural frameworks, fencing, furniture (EN10219, JIS 3466).
-
Sizes: 10×15 to 800×1200 mm, WT 0.5-60 mm.
-
Features: High load-bearing capacity in one direction.
-
Processing: Formed from round tubes, galvanized post-forming.
-
Applications: Building columns, machinery frames (EN10219, JIS 3466).
-
Sizes: 10×10 to 1200×1200 mm, WT 0.5-60 mm.
-
Features: Uniform strength in all directions.
-
Processing: Similar to rectangular, with precise corner radii.
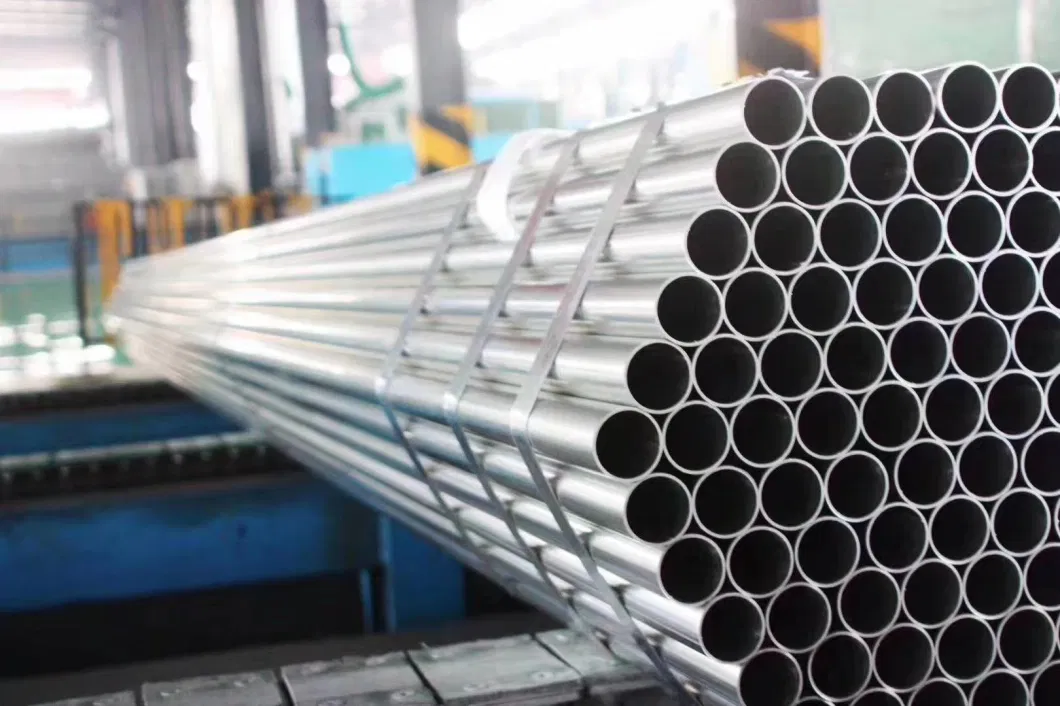
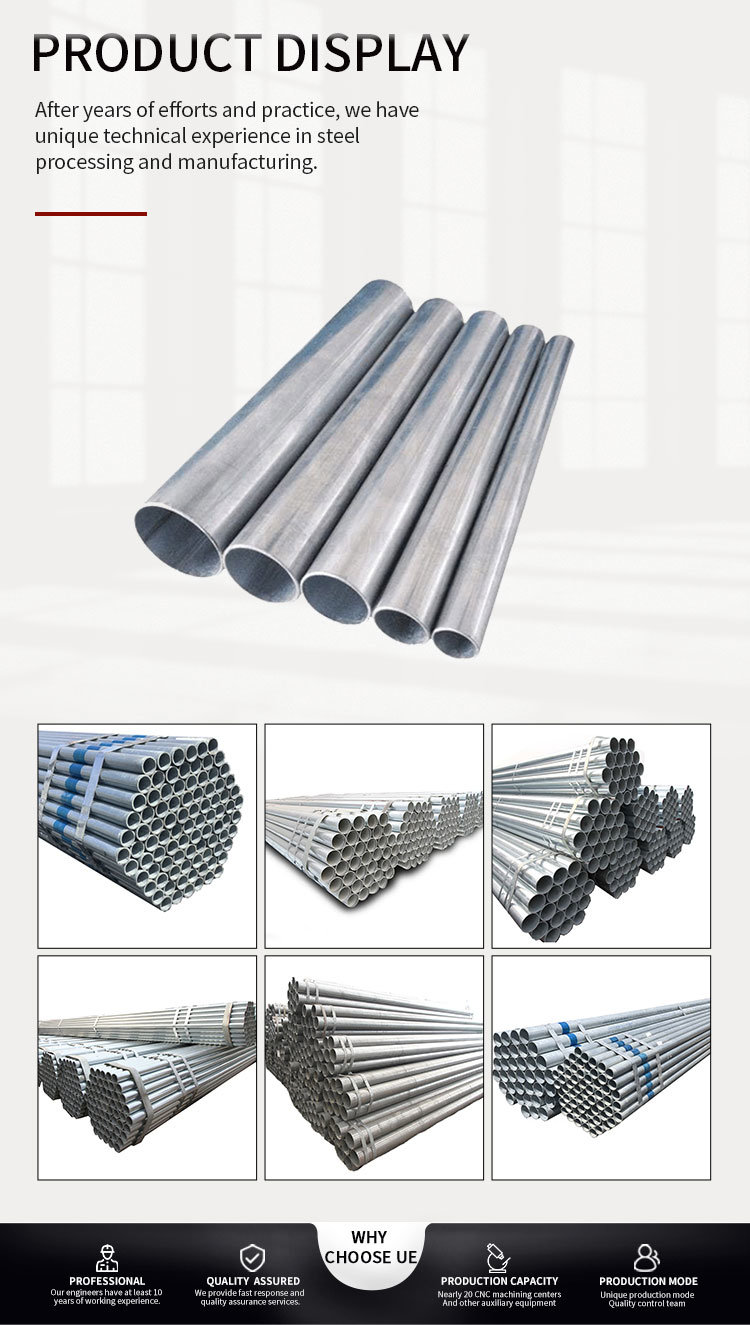
As a professional manufactrer of steel products, we focus on the production of high-frequency welded pipes, galvanized steel pipes and scaffolding products. Also other steel products can supplied by our trading company such as Longitudinally Submerged Arc Welding and Spiral Submerged Arc Welding tube,API Line pipe
pre-galvanized components are usually only immersed in the galvanizing bath for a very short time, resulting in a relatively thin coating. The thicker zinc coating produced by hot dip galvanization offers improved rust and corrosion protection versus pre-galvanization.

Galvanized pipes have a wide range of uses. In addition to oil and other low-pressure fluid pipelines, it is also used as oil well pipes in the petroleum industry, especially in offshore oil fields, oil heaters in chemical coking equipment, coal distillation, and oil washing converter pipes, bridges, etc. Pipe pile, mining tunnel support frame with pipe, etc. Developed countries in the world started to develop new pipes and continuously banned galvanized pipes.

ASTM A53 black steel pipe, also referred to as ASME SA53 pipe, is an excellent candidate for most processing. Featuring a semi-smooth surface coated with black lacquer. Black steel pipe is intended for mechanical and pressure application. Common applications include steam, water, air, and gas systems. ASTM A53 is the standards specification covers seamless and welded, black and hot-dipped galvanized nominal (average) wall pipe for coiling, bending, flanging and other special purposes and is suitable for welding. A53 bare steel pipe sizes are specified by two non-dimensional numbers. Nominal pipe size (NPS) or inside dia

Remember, EN39 galvanized steel pipes are a reliable and versatile choice for various applications. Their corrosion resistance, durability, and ease of installation make them an excellent option for construction projects and industrial applications.

EN39 and BS1139 are two different standards that govern the manufacturing and specifications of galvanized steel pipes. While both standards focus on galvanized steel pipes used in scaffolding applications, there are some key differences between EN39 and BS1139 galvanized steel pipes. In this article, we will explore these differences to help you understand which standard is most suitable for your specific requirements.



